
Laminated Packaging
Laminated packaging is a flexible material made up of several layers that are bonded together to make them stronger. This cutting-edge method offers excellent protection against moisture and oxygen, makes packaging last longer, and lets you print in dazzling, high-quality colors.
Laminated packaging is the best way to safeguard your items and boost your brand, whether they’re food, cosmetics, or industrial goods. At BN PACK, we develop unique solutions that are made just for you.
Laminated Packaging Structures & Types
To truly appreciate the power of flexible laminates, it’s essential to understand the different structures and materials that make them up. This technical foundation allows us to engineer the perfect packaging solution for any product need.
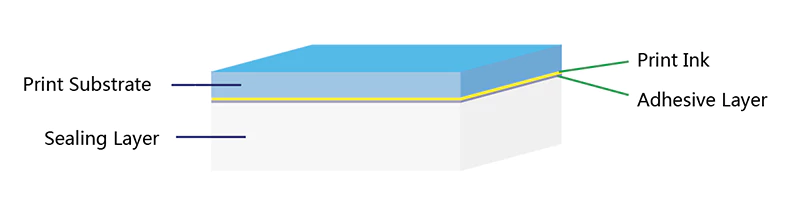
Two-Ply (Duplex) Laminates
A simple yet effective structure with two layers, such as PET/PE. It offers a solid barrier and is ideal for products with moderate shelf life requirements.
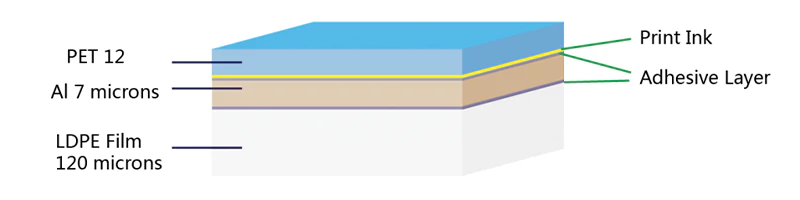
Three-Ply (Triplex) Laminates
A high-performance structure with three layers, like PET/AL/PE. This provides maximum protection, combining a print layer, a high-barrier layer (like aluminum foil), and an inner sealing layer.
Materials Used in Laminates

PET (Polyethylene Terephthalate)
Provides strength, stiffness, and excellent printability.

AL (Aluminum Foil)
Serves as a superior barrier against light, oxygen, and moisture, crucial for preserving freshness.

Nylon (Polyamide)
Offers exceptional puncture and tear resistance for demanding applications.


Paper
Adds a natural, premium feel and is often combined with other layers for barrier properties.
Laminated Packaging Pouches
Leveraging our expertise in lamination, BN PACK offers a wide range of flexible packaging products designed to meet diverse industry needs. We provide both finished pouches and rollstock film, all with the high-quality lamination your products require.

A highly popular choice for their shelf stability and resealable features, ideal for coffee, pet food, and snacks. As a leading laminated flexible packaging stand up pouches manufacturer, we offer full customization.

Simple and efficient pouches perfect for single-serving portions or sample packs.

The perfect solution for liquid or semi-liquid products like sauces, purees, or beverages, offering convenience and tamper evidence.

The perfect solution for liquid or semi-liquid products like sauces, purees, or beverages, offering convenience and tamper evidence.

Laminated Packaging Film in Rollstock
For businesses with automated filling and sealing processes, we provide high-quality laminated packaging rolls (rollstock). These custom-printed films are engineered to run smoothly on your machinery, providing the same high-barrier protection and premium aesthetic as our finished pouches.
Wide Applications of Laminated Packaging
Due to its versatility and superior protective qualities, laminated packaging is the preferred choice across a wide range of industries. Its ability to preserve, protect, and enhance product appeal makes it a valuable asset in both food and non-food sectors.

Maintaining crispness and preventing moisture absorption.

Protecting delicate aromas from oxygen and light degradation.

Ensuring long-term freshness and providing a durable, resealable package.

Dry Mixes & Powders
Preventing clumping and spoilage by providing an excellent moisture barrier.

Withstanding extreme cold without becoming brittle or cracking.

Protecting sensitive formulas from light and air.

Pharmaceuticals
Providing a sterile, tamper-evident, and highly protective barrier for medical products.

Industrial & Chemical
Offering a durable, puncture-resistant package for chemicals, detergents, or gardening products.
Why Choose Laminated Packaging?

Superior Barrier Properties
Laminated layers create an exceptional barrier against moisture, oxygen, and light, preserving product freshness and extending shelf life.

Enhanced Durability & Puncture Resistance

Exceptional Printability & Brand Aesthetics
Laminated films provide a perfect surface for stunning, high-definition printing, helping your brand stand out and attract customers.

Customization and Versatility
Lamination allows for a wide range of material and format combinations, offering a highly versatile and customizable solution for any product need.
BN PACK: Your Premier Partner
Custom Solutions: We specialize in crafting custom laminate packaging solutions tailored to your unique product and brand.
Advanced Technology: Our cutting-edge lamination technology ensures a strong, reliable bond and a flawless, high-quality finish.
Sustainable Options: We offer a growing range of recyclable packaging laminates and sustainable materials to help you meet your environmental goals.
Uncompromising Quality: We enforce strict quality control at every stage, guaranteeing consistent, high-quality products and reliable service.
FAQs
What is the main advantage of laminated film over single-layer film?
The primary advantage is the combination of properties. Lamination allows us to merge the strength of one material with the barrier properties of another and the sealability of a third, creating a high-performance material that a single layer cannot match.
How does lamination protect food products?
By creating a superior barrier against external elements. For example, an aluminum foil layer in a laminated food packaging structure blocks nearly 100% of oxygen, moisture, and light, which are the main causes of spoilage, nutrient loss, and flavor degradation.
Can you print complex graphics on laminated packaging?
Absolutely. We use a technique called reverse printing, where the design is printed on the inner side of the outermost clear layer before it’s laminated. This protects the ink from scuffing and provides a high-gloss, premium finish.
What is the difference between dry lamination and solventless lamination?
Both are methods for bonding layers. Dry lamination uses an adhesive that is dried before the layers are combined, offering very strong bonds suitable for demanding applications like retort packaging. Solventless lamination uses an adhesive that cures chemically without solvents, making it a more environmentally friendly option with faster curing times.
Elevate Your Brand with Custom Laminated Packaging
Contact us today to discuss your project or request a sample. Let’s create something exceptional together.
