
A beautifully designed pouch can capture a customer’s attention, but what truly determines whether your product reaches them in perfect condition is the unseen science within. The combination of nearly invisible layers of film that make up your package is the silent guardian of your product’s freshness, flavor, and shelf life.
Choosing the right packaging material is not a decision to be based on looks or feel alone; it is a crucial scientific and business decision. The wrong combination of films can lead to product spoilage, a drastically shortened shelf life, and ultimately, damage to your brand’s hard-won reputation. In the world of packaging, the material is the message.
This guide will serve as your technical manual, providing an in-depth yet accessible analysis of the core film materials used in modern flexible packaging. We will explore the unique properties of each layer, from the printed exterior to the all-important barrier, and empower you to make the most informed material choice based on the specific needs of your product.
The Anatomy of a Pouch: Understanding Laminated Film Structures
A modern, high-performance flexible pouch is not made from a single sheet of material. It is an engineered composite known as a “laminated film“, where two, three, or even four individual films are bonded together to create a single, superior structure. This process of lamination is what allows a thin, flexible bag to provide the same level of protection as a rigid jar or a metal can.
Each layer in the laminate is chosen for a specific purpose, and together they create a whole that is far greater than the sum of its parts. A typical three-layer structure, common for products like coffee and snacks, can be broken down as follows:
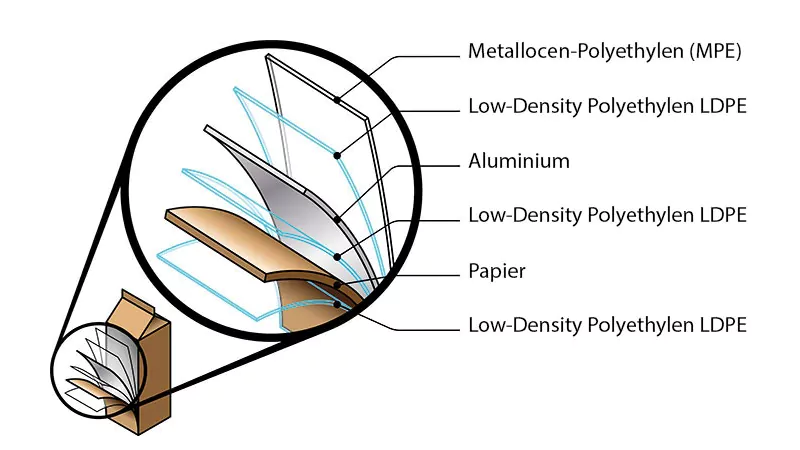
- The Outer Layer (The Print Layer): This is the outermost film, chosen for its durability, scratch resistance, and excellent printing surface. It is the canvas for your branding and is often made from materials like PET. It provides the structural integrity and the look and feel (matte or gloss) of the package.
- The Middle Layer (The Barrier Layer): This is the most critical layer for product preservation. Its sole purpose is to be a fortress, blocking the transmission of oxygen, moisture, UV light, and odors. This layer is often made from Aluminum Foil (Foil) or Metallized PET (VMPET).
- The Inner Layer (The Sealant & Food-Safe Layer): This is the only layer that comes into direct contact with your product. It must be a food-grade material, and it is chosen for its ability to create a strong, reliable heat seal to close the pouch. This layer is almost always made from a material like Polyethylene (PE).
No single material can provide all these functions at once. Lamination is the necessary science of combining the best properties of multiple films to create one high-performance, all-in-one packaging solution.
Anatomy of Core Layers: Substrates & Barrier Materials
To make an informed decision, it’s essential to understand the “ingredients” of a laminated film. These materials can be divided into two main categories: substrates, which provide structure and the print surface, and barrier layers, which are responsible for protection and preservation.
A. Common Substrates (For Structure and Appearance)
These films are the foundational layers that give the pouch its strength, stability, and look.
- PET (Polyethylene Terephthalate) Often considered the workhorse of the outer layer, PET is a type of polyester known for its exceptional strength, stiffness, and heat resistance. Its most important feature is its crystal-clear, high-gloss surface, which provides a perfect canvas for crisp, vibrant, and high-definition printing. It acts as the durable, protective outer shell for your branding.
- BOPP (Biaxially-Oriented Polypropylene) BOPP is another popular choice for an outer layer, prized for its excellent moisture resistance and clarity. A special variation, Matte BOPP, is used to achieve a soft, non-reflective, and elegant matte finish that is very popular for premium products. BOPP is often used for packaging products like snacks and confections where a high moisture barrier is a top priority.
- PE (Polyethylene) While it can be used in other layers, PE’s most crucial role is as the innermost, sealant layer. It is a soft, flexible, and durable material that is 100% food-safe. Its most important property is its low melting point, which allows it to form a strong, reliable heat seal to close the pouch, locking out the external environment and securing your product inside.
- Kraft Paper Chosen for its aesthetic rather than its performance, Kraft paper is used as an outer layer to create a natural, earthy, and artisanal brand image. It has a tactile feel and a rustic look that resonates strongly with consumers looking for organic or handcrafted products. It is always laminated to inner barrier and sealant layers to provide the necessary protection.
B. Key Barrier Layers (For Freshness and Preservation)
These are the high-performance middle layers that do the heavy lifting of protecting your product.
- AL (Aluminum Foil) This is the ultimate barrier. A thin layer of aluminum foil is the undisputed champion of protection, offering a nearly 100% “hermetic” barrier against oxygen, moisture, UV light, and aroma. It provides the longest possible shelf life and is the gold standard for highly sensitive products like ground coffee, milk powder, or medical supplies.
- VMPET (Vacuum Metallized PET) VMPET is the cost-effective shield and the most common barrier material in the industry. It is created by depositing a micro-thin layer of aluminum vapor onto a PET film in a vacuum. While not a perfect barrier like true foil, it offers excellent protection against oxygen and moisture at a significantly lower cost. It also provides a bright, shiny, metallic appearance.
- EVOH (Ethylene-Vinyl Alcohol Copolymer) EVOH is the transparent oxygen barrier. It is a specialty plastic layer with oxygen barrier properties that are second only to aluminum foil. Its key advantage is that it is crystal clear. This makes EVOH the essential choice for creating high-barrier packaging with a product window, allowing customers to see the product inside without significantly compromising its shelf life.
How to Choose the Right Film Combination for Your Product

Understanding the individual materials is the first step. The true art and science of packaging lie in combining them to create the perfect structure for your specific product. The ideal combination will always be a balance of your product’s unique protection needs, your desired shelf life, and your budget. Let’s look at a few common examples.
Case Study 1: Specialty Coffee Beans
- The Needs: Freshly roasted coffee is highly sensitive. It requires the highest level of protection against its two main enemies: oxygen, which makes it stale, and UV light, which degrades its delicate aromatic compounds. It also needs to allow CO2 from degassing to escape.
- Recommended Structures:
- Ultimate Protection: PET (for printing) + AL (for a perfect barrier) + PE (for sealing). This three-layer structure with aluminum foil is the gold standard for achieving the longest possible shelf life.
- Cost-Effective Performance: PET (for printing) + VMPET (for a great barrier) + PE (for sealing). This is the most popular choice in the industry, offering excellent protection at a more accessible price point than foil.
Case Study 2: Potato Chips or Salty Snacks
- The Needs: The primary enemy of a crispy snack is moisture from the outside air, which makes it soft and stale. It also needs a good oxygen barrier to prevent the oils from becoming rancid and protection from light.
- Recommended Structure: BOPP (for a superior moisture barrier and print surface) + VMPET (for oxygen and light barrier) + PE (for sealing). The use of BOPP as the outer layer is a key choice here, as it provides a better moisture barrier than standard PET.
Case Study 3: Liquid Juice or Sauce (Hot-Filled)
- The Needs: A liquid product requires a package with a good oxygen barrier to prevent spoilage, excellent puncture resistance to avoid leaks during shipping, and the ability to withstand the heat of a hot-filling or pasteurization process.
- Recommended Structure: PET (for heat resistance and printing) + NY (Nylon, for excellent puncture resistance) + PE (for a strong seal). For products highly sensitive to oxygen, an additional layer of AL or EVOH might be added to this structure.
Your Expert Material Advisor: Partnering with BN PACK
As the case studies show, selecting the right combination of films is a complex decision that requires a deep understanding of material science, product requirements, and production processes. For a brand owner whose expertise is in creating a delicious product, navigating these technical choices can be daunting. This is where the value of a true packaging partner becomes clear.
At BN PACK, we are more than just a packaging manufacturer; we are your material science consultants. Our team of experts has a deep understanding of the properties and combinations of the various films used in flexible packaging. We can work with you to custom-engineer the ideal material structure based on your specific product—whether it’s coffee, snacks, liquids, or powders—as well as your shelf life goals and your budget. We help you make the most informed decisions to ensure your product stays perfectly fresh from the first day to the last. Contact us today, and let’s build a home for your product that is both beautiful and scientifically sound.
Conclusion
The success of a modern flexible package is not found on its surface, but hidden within its layers. As we’ve seen, the true performance of your packaging lies in the scientific combination of substrates and barriers, each chosen for a specific purpose. Understanding these materials is the key to creating a package that truly performs.
Therefore, you should view the investment in the correct material structure not as a simple line-item cost, but as one of the most critical investments you can make in your brand. The right films will protect your product, reduce waste from spoilage, extend your shelf life, enhance your brand’s image, and ultimately win the trust of your customers. It is more than just a bag; it is a safeguard for your product’s quality and your brand’s future.

