
You need the best film structures to keep high-acid food safe in bag-in-box packaging. Barrier excellence helps food stay fresh and safe for a long time. New flexible packaging uses materials like EVOH for great oxygen barriers and PVDC for strong moisture resistance. Clear high-barrier films and shiny surfaces also help keep the product good and safe. BN PACK is a leader with new, high-performance solutions that help you give safe and reliable packaging.
Why Barrier Properties Matter in Food Packaging

Risks for High-Acid Foods
It is important to know why barrier properties are needed for high-acid foods. Foods like fruit juices and tomato sauces can go bad fast if air or water gets in. Good packaging keeps out oxygen and water vapor. This helps food keep its taste, color, and nutrients.
High-barrier packaging films have many layers to block gas and moisture. This is needed for high-acid foods.
Laminated films with antimicrobial features help keep food safe. They also stop bad microbes from growing.
Some packaging uses microparticle composites to hold antimicrobial agents. These agents stay in the packaging and do not get into the food.
Studies show that oxygen and moisture can hurt high-acid foods. The table below shows how barrier properties help:
Aspect | Description |
|---|---|
Role of Oxygen Absorbers | Takes away oxygen, keeps food fresh, and stops spoilage microbes. |
Impact on High-Acid Foods | Stops oxidation and bad microbes, which helps keep food good. |
Applications | Used for bread, meat, fish, fruit, and cheese. |
Packaging Material Challenges
There are many problems when picking materials for high-acid food packaging. The materials must not change or react with the food. If packaging does not have good barrier properties, acids can cause chemical changes. This can make the packaging weak and let bad chemicals get into the food.
Packaging materials must not react so they stay strong.
High-acid foods can make unwanted chemicals move from packaging into food.
Impurities and breakdown products in materials can make food unsafe.
You need to choose packaging with strong barrier properties and safe materials. This helps high-acid foods stay fresh and safe for everyone.
High-Barrier Food Packaging Film Types

EVOH, Nylon, and PVDC Films
It is important to know how each film helps protect high-acid foods. EVOH, nylon, and PVDC are used a lot in high-barrier films. Each one has things it does well and things it does not do well. You can look at the table below to see how they are different:
Material | Advantages | Disadvantages |
|---|---|---|
EVOH | High barrier in dry air, good chemical barrier, clear, can be co-extruded | Soaks up water, not good under high pressure, not great with moisture, costs more |
PVDC | Blocks gas and moisture well, works even when wet | Sensitive to heat, not very clear, not many ways to process, not good for the environment |
Nylon | Good at blocking oxygen, strong, bends easily | Only okay at blocking moisture, costs more than some others |
EVOH is great at keeping out oxygen. It works best when the air is dry. Nylon is strong and bends without breaking. It also blocks oxygen well, but it does not block moisture as well. PVDC is very good at stopping both gas and moisture. It does not change much when the air is wet. You can use the table below to see how nylon and EVOH compare:
Property | Nylon | EVOH |
|---|---|---|
Oxygen Barrier | Good | Excellent |
Moisture Barrier | Good | Poor |
Mechanical Strength | High | Moderate |
Flexibility | Flexible | Brittle |
Cost | Moderate | High |
Pick the right film for your food. EVOH is good if you need to keep out oxygen. Nylon is best if you need something strong and bendy. PVDC is good if you want to block both moisture and gas.
Metallized Films and Multi-Layer Structures
Metallized film and multi-layer films give even more safety for high-acid foods. These films have a thin aluminum layer that blocks light, water, and gas. This helps food stay safe and fresh longer. The aluminum layer also keeps out light, which can hurt food. The kind of plastic under the aluminum changes how well the film works.
Multi-layer films use different materials together to make a strong barrier. These films can keep out oxygen, water, and light all at once. That is why they are a good choice for high-acid foods. You get the good parts of each material in one film.
Tip: When you use multi-layer film, you can pick layers that fit your food. This helps your food last longer and stay safe.
High-barrier films help keep high-acid foods safe. Pick the right film and layers for your food to get the best results.
Comparing Barrier Excellence: OTR and Moisture Protection
EVOH vs. Metallized Films
You want your high-acid foods to stay fresh as long as possible. The right packaging makes a big difference. EVOH and metallized films are two top choices for keeping out oxygen. These materials have strong oxygen barrier properties, which help stop spoilage and keep food safe.
Let’s look at how they compare. The table below shows the oxygen transmission rates (OTR) for EVOH and different metallized films. Lower OTR numbers mean better protection.
Film Type | OTR @ 73°F (23°C), 0% RH (cc/100 in2/24 hr) | OTR @ 73°F (23°C), 0% RH (cc/m2/24 hr) |
|---|---|---|
EVOH | 0.005 – 0.12 | 0.08 – 0.19 |
Metallized OPET | 0.01 – 0.11 | 0.16 – 1.7 |
Metallized biax Nylon-6 | 0.05 | 0.78 |
Metallized OPP | 1.2 – 10 | 19 – 160 |
You can see that EVOH has the lowest OTR. This means EVOH gives you the best oxygen barrier properties. Metallized OPET also works well, but metallized OPP lets in more oxygen. If you need the strongest gas and moisture barriers, EVOH is a smart choice.
Moisture and Oxygen Barrier Performance
You also need to think about moisture. Too much water vapor can spoil high-acid foods. Different films block moisture in different ways. The table below shows how much water vapor passes through some common high-barrier films.
Film Material | WVTR/(g/m2, 24 h), 38 °C, (90–0)%RH |
|---|---|
Pure PLA | 263.10 ± 13.64 |
PLA/LLDPE (95:5 wt%) | 165.44 ± 8.34 |
PLA/HDPE (95:5 wt%) | 122.12 ± 5.22 |
PLA/EPDM-g-GMA (95:5 wt%) | 88.81 ± 6.43 |
PLA/ESO/nano-CaCO3(100:3:4) | 65.88 ± 4.36 |
PLA/ESO/Zeolite (100:3:4) | 67.62 ± 3.54 |
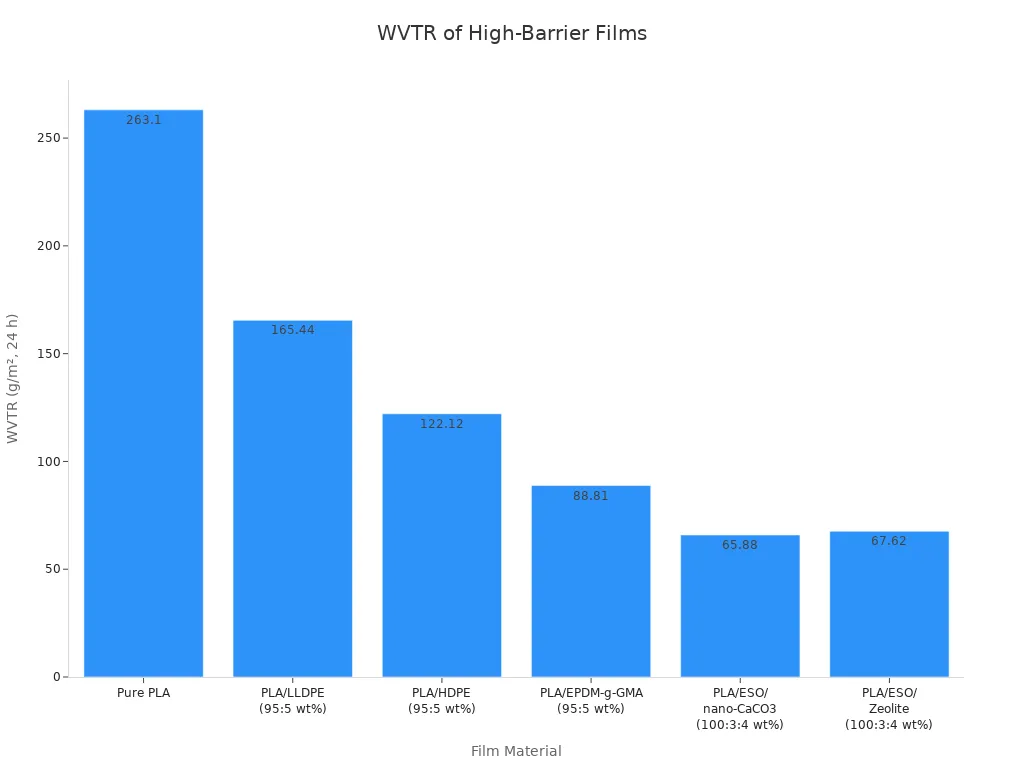
You want a film with a low WVTR number. This means less moisture gets in. PLA blends with special fillers, like nano-CaCO3 or zeolite, block more moisture than pure PLA. When you choose packaging, check both the oxygen and moisture numbers. This helps you pick the best barrier for your product.
Tip: Always match your packaging to your food’s needs. The right choice keeps your product safe and fresh for longer.
Chemical Resistance and Food Safety in Bag in Box
Acidic Impact on Inner Film Layers
You should think about how acid foods can hurt the inside of bag-in-box packaging. Acid can slowly damage some materials. This makes the packaging weaker and less able to protect food. If this happens, food might not stay safe or fresh.
It is best to use materials that resist acid well. EVOH, nylon, and some polyethylene blends are good at this. These materials do not break down easily from acid. They keep their shape and barrier even after touching acid foods for a long time.
Here are some things to look for when picking packaging materials:
The material should resist acid well.
The material should not let bad chemicals get into food.
The material should stay strong and keep its barrier for the whole shelf life.
Tip: Always test your packaging with your real food. This helps you see if the materials are strong enough and keep food safe.
Regulatory and Migration Concerns
You must follow strict rules to make sure packaging is safe for food. These rules protect people from bad chemicals moving from packaging into food. This is called migration. You need materials that do not let much migration happen.
In the European Union, there are two main rules for food packaging. The table below shows what each rule covers:
Regulation | Description |
|---|---|
Regulation (EC) No. 1935/2004 | This rule covers all food contact materials. It makes sure they do not let bad things get into food. |
Regulation (EU) No. 10/2011 | This rule is for plastic food packaging. It sets limits for how much of some things can move into food. |
You should always check that your packaging meets these rules. This helps keep food safe and stops migration problems. Good resistance to acid and chemicals means your packaging will protect food and follow all safety rules.
Note: Using certified materials with strong resistance helps you earn trust from customers and keeps food safe.
Multi-Layer Co-Extrusion for Extended Shelf Life
Structure and Functionality
You can boost the protection of high-acid foods by using multi-layer co-extrusion technology. This process creates a bag with many layers, each with a special job. One layer blocks moisture. Another layer stops oxygen. A third layer keeps out light. You can add more layers to meet your food’s needs. Each layer works together to keep food safe.
Here is how each barrier layer helps your packaging:
Barrier Quality | Impact on Shelf Life |
|---|---|
Moisture | Prevents degradation due to moisture loss or absorption |
Oxygen | Reduces oxidation reactions that can spoil food |
Light | Protects against light-induced degradation |
You can change the thickness of each layer. You can adjust how much gas or water vapor passes through each layer. This means you can design packaging for many types of high-acid foods. Multi-layer co-extrusion lets you pick the right layer for every job.
Customizable thickness for each layer
Adjustable permeability for each layer
- Tailored packaging solutions for specific food types
Tip: When you use the right layer in your packaging, you help keep food safe and fresh for longer.
Achieving 24+ Months Shelf Life
You want your high-acid foods to last as long as possible. Multi-layer co-extrusion helps you reach shelf lives of 24 months or more. Each layer in the bag-in-box system protects your food from air, water, and light. This keeps the food’s taste, color, and nutrients.
When you compare packaging types, you see the difference. Bag-in-box packaging with multi-layer films gives longer shelf life than tin-plated steel. Look at the table below:
Packaging Format | Temperature (°C) | Shelf Life (Days) |
|---|---|---|
Tin-plated Steel | 22 | 80 |
Tin-plated Steel | 37 | 60 |
Bag-in-Box | 22 | 120 |
Bag-in-Box | 37 | 100 |
Bag-in-box packaging keeps extra virgin olive oil (EVOO) fresh longer than steel containers. You also get better distribution and easy use. Each layer in the bag-in-box system works to keep out things that spoil food. This means you can trust your packaging to protect freshness and quality.
Note: Multi-layer co-extrusion gives you control over every layer, so you can match your packaging to your product’s needs.
Selecting the Right Packaging with BN PACK
Matching Film to Product Needs
You want your food products to stay fresh and safe. You need to pick the right pouch materials for your bag-in-box system. Each type of food has its own needs. Some foods need strong barriers against oxygen. Others need protection from moisture or light. You must match the film structure to your product.
BN PACK gives you many choices for pouch materials. You can choose from EVOH, nylon, and other high-barrier films. These materials help keep out air, water, and light. You can also pick multi-layer pouches. Each layer does a special job. One layer blocks oxygen. Another layer keeps out moisture. A third layer protects from light. You can even add more layers if your food products need extra safety.
You can customize your packaging with BN PACK. You can choose the size and shape of your pouch. You can pick the right fitment, like a tap or spout, for easy pouring. You can also add your brand design to the box. This helps your food stand out on the shelf.
Tip: Test your pouch materials with your real food products. This helps you see if the packaging keeps your food safe and fresh.
BN PACK’s team helps you find the best packaging solution. You get expert advice on which pouch works best for your food. You can trust the quality of every pouch. Each one meets strict standards for food safety.
Cost, Sustainability, and Compliance
You want to save money and protect the planet. You also need to follow food safety rules. High-barrier pouch materials may cost more than standard films. They give you better protection for your food products. This means less waste and fewer returns. You save money because your food stays fresh longer.
High-barrier films reduce spoilage and waste.
Longer shelf life means you do not need to replace food products as often.
Better packaging quality makes your customers happy and loyal.
You also help the environment when you use high-barrier pouch materials. These films are lighter than glass or metal. You use less material and make less trash. Many pouches are recyclable or biodegradable. This means less waste goes to landfills. You also lower shipping costs and greenhouse gas emissions because the packaging is light and compact.
BN PACK cares about sustainability. The company uses eco-friendly pouch materials. You can choose pouches that are recyclable or compostable. This helps you meet your green goals.
You must follow food safety rules in every country. BN PACK makes sure your packaging meets these rules. The company has many certifications for quality and safety.
Certification | Description |
|---|---|
ISO9001 | Quality management standards |
BRCGS | Safety and quality in food packaging |
FDA food-grade | US food safety standards |
TÜV Rheinland | Hygiene compliance |
QS food certification | EU food safety standards |
BN PACK checks every step of production. The company tests raw materials before making pouches. Workers check the pouches during production. Finished pouches go through stress tests. You get packaging that is safe and high quality.
Note: BN PACK’s focus on quality, sustainability, and compliance gives you peace of mind. You know your food products are safe, your costs are lower, and you help the planet.
Recommendations for Barrier Excellence in Food Packaging
Decision Framework
You need a clear plan when you choose the best film for high-acid foods. Start by looking at three main things: barrier properties, mechanical strength, and cost. Barrier excellence means you pick films that keep out oxygen, moisture, and UV light. This helps your food stay safe and keeps product freshness for a long time.
Think about how strong the packaging needs to be. Some foods need tough films that do not break or tear. You also want to check if the film fits your machines and sealing process. If you try new biodegradable films, you may need to test them first. Sometimes, you must change the sealing temperature or use new equipment.
Cost is important too. High-performance films can cost more, but they help you waste less food and keep customers happy. When you use the right film, you protect product freshness and reduce returns.
Tip: Always test new packaging with your real food before you use it for all your products.
Common Pitfalls to Avoid
You want to avoid mistakes that can hurt barrier excellence. Here are some common problems:
Picking films that do not block enough oxygen or moisture. This can make food spoil faster.
Forgetting to check if the film works with your machines. Some films need special sealing or handling.
Not testing for migration or chemical safety. Some films can let bad chemicals move into food.
Ignoring the cost of waste. Cheap films may save money at first, but they can lead to more spoiled food.
Skipping pilot trials when you switch to new materials. This can cause problems with sealing or strength.
You can reach barrier excellence by following a good decision plan and avoiding these mistakes. This helps you keep food safe, protect product freshness, and build trust with your customers.
You have to pick the right film for high-acid foods. Think about how well it blocks air and water. Also, check if you can recycle it. Make sure the film works well with your food. The table below shows how EVOH and Met-PET are different for packaging:
Material | Barrier Properties | Applications | Recyclability |
|---|---|---|---|
EVOH | Excellent oxygen barrier, humidity sensitive | Juices, sauces | Can be recycled with PE structures |
Met-PET | Blocks light, gases, and aromas | Wines, concentrates | Recycling is improving |
BN PACK can help you pick the best film. Keep looking at your needs because rules and products can change.
FAQ
What makes bag-in-box packaging ideal for high-acid foods?
You get strong protection from oxygen, moisture, and light. Multi-layer films keep your food fresh and safe. Bag-in-box packaging helps you extend shelf life and reduce spoilage.
How do you choose the best packaging options for your product?
You look at your food’s needs. You test barrier strength, chemical resistance, and shelf life. You ask experts for advice. You pick packaging options that match your product and brand.
Are there sustainable options for bag-in-box packaging?
You can choose recyclable or compostable films. BN PACK offers sustainable options that help you lower waste and support green goals. You protect your food and the environment.
Does BN PACK meet international safety standards?
You get packaging that meets ISO9001, BRCGS, and FDA standards. BN PACK checks every step to make sure your packaging is safe for food.
Can you customize bag-in-box packaging for different liquids?
You select the size, shape, and fitment. BN PACK lets you add taps, spouts, or valves. You can print your brand design on the box for better shelf appeal.

