
Mono-material packaging uses only one type of material, such as PET, PE, or PP, throughout the entire package. This design makes recycling much easier because it removes the need to separate different materials.
Only about 5% of traditional flexible packaging is recycled, mainly due to the complexity of multi-material composites.
Mono-material packaging helps reduce contamination and sorting costs, leading to more high-quality recyclable materials.
Brands like BN PACK focus on innovative, sustainable packaging to meet consumer demand and support a circular economy.
Importance
Recycling
Mono-material packaging makes recycling much easier for both consumers and recycling facilities. When a package uses only one type of material, such as PET, PE, or PP, recycling centers do not need to separate layers or components. This homogeneity leads to cleaner and more efficient recycling streams. Studies show that flexible plastic packaging made from a single material, like PE or PP, produces higher-quality recycled pellets. These pellets have consistent properties and lower contamination, which directly improves recycling rates.
Mono-material packaging is made entirely from a single type of material, which simplifies recycling by eliminating the need for sorting different materials at recycling facilities.
This simplification reduces contamination risks and processing costs, resulting in higher-quality recycled materials.
Multi-material packaging is harder to recycle due to the complexity of separating materials, often leading to incineration or landfill disposal.
Regulatory changes, such as the EU requirement for tethered caps made from the same polymer as bottles, further support mono-material packaging to avoid separation challenges.
Regions with strict recycling regulations, such as Europe and North America, report higher recycling rates for packaging waste. These areas benefit from advanced infrastructure and strong policies that encourage the use of mono-material packaging. BN PACK leads the way by designing packaging solutions that are easy to recycle and meet international standards.
Sustainability
Mono-material packaging supports sustainability goals by reducing waste and lowering the carbon footprint of packaging. Life cycle analysis shows that using recyclable mono-material polyethylene films with recycled content can cut CO2 emissions by thousands of kilograms per ton compared to traditional packaging. This reduction happens because mono-material packaging can be recycled and reused multiple times without losing its mechanical properties.
Brands that use mono-material packaging help combat global warming by lowering greenhouse gas emissions and supporting a circular economy.
Many companies seek certifications to prove their commitment to sustainability. Some of the most relevant certifications for mono-material packaging include:
ISO 14001: Guides organizations to reduce environmental impact.
APR Certification: Validates recyclability within U.S. recycling systems.
Global Recycled Standard (GRS): Verifies the use of post-consumer recycled content.
FSC: Certifies sustainable sourcing for paper-based packaging.
BN PACK’s factory holds ISO9001 and BRC certifications, showing its dedication to quality and environmental responsibility. The company also uses recyclable and compostable materials in its products, helping clients meet their own sustainability targets.
Industry Trends
The packaging industry is rapidly shifting toward mono-material packaging. This change is driven by consumer demand for eco-friendly products and new regulations that require recyclable or reusable packaging by 2030. Major brands like Nestlé, Unilever, and Coca-Cola have pledged to use only recyclable, reusable, or compostable packaging within the next decade.
Reason | Explanation |
|---|---|
Improved recyclability | Single material packaging simplifies recycling, reducing waste and sorting complexity. |
Environmental sustainability | Demand for eco-friendly packaging drives adoption. |
Regulatory pressures | Mandates for recyclable or reusable packaging by 2030 push industry changes. |
Cost and energy savings | Production costs and energy use are reduced with mono-materials. |
Enhanced brand image | Consumer preference for sustainable products benefits brands adopting mono-material packaging. |
Circular economy facilitation | Easier recycling and reuse support circular economy goals. |
Innovations in the field include advanced barrier materials, antimicrobial properties, and smart packaging with RFID or QR codes. North America leads in recycling infrastructure and regulatory mandates, while Asia Pacific is experiencing the fastest growth in adoption. BN PACK stays ahead of these trends by offering flexible, customizable, and sustainable packaging solutions to global brands.
Mono-material Packaging vs. Traditional
Key Differences
Mono-material packaging and traditional multi-material packaging differ in several important ways:
Mono-material packaging uses a single type of material, such as polyethylene (PE) or polypropylene (PP), throughout the entire package.
Traditional packaging often combines layers of different materials, like plastic, aluminum, and paper, to improve strength or barrier properties.
Mono-material packaging is easier to recycle. Recycling centers can process these packages without separating layers, which increases recycling rates and reduces contamination.
Multi-material packaging usually ends up in landfills or incinerators because separating the layers is difficult and costly.
Mono-material packaging can be recycled multiple times without losing quality, supporting a more sustainable system.
These packages often provide strong barrier properties, which help keep products fresh and reduce food waste.
Mono-material packaging supports a cleaner recycling stream and helps lower the carbon footprint of packaging.
Challenges with Multi-materials
Multi-material packaging presents several challenges for recycling and sustainability:
Layers of different materials, such as plastics, aluminum, and paper, are hard to separate during recycling.
Barrier coatings and extra aluminum layers make recycling even more difficult and increase environmental impact.
Recycling multi-material packaging requires more energy and often results in higher costs and more waste.
Mono-material packaging simplifies sorting and recycling, making the process less energy-intensive and more efficient.
Some challenges remain for mono-material packaging, such as matching the barrier and shelf-life performance of multi-material options and adapting printing technologies.
A growing demand for mono-material packaging shows that the industry recognizes its sustainability benefits. Companies like BN PACK continue to innovate, creating packaging that balances functionality and recyclability.
Circular Economy
Mono-material packaging plays a key role in advancing the circular economy. Recent sustainability frameworks focus on maximizing recycled content and reducing environmental harm throughout the packaging lifecycle. Mono-material packaging makes it easier to recycle materials into high-quality products that can be reused many times.
Regulatory frameworks in Europe and North America require all plastic packaging to be recyclable by 2025, pushing brands to adopt mono-material solutions.
Innovations in coatings and primers allow inks to be removed during recycling, resulting in cleaner recycled materials.
Mono-material packaging reduces energy use, increases recycling efficiency, and avoids downcycling, where recycled materials lose quality.
Consumer demand for sustainable packaging encourages brands to close the recycling loop and support circular economy goals.
BN PACK’s solutions align with these principles by offering packaging that is easy to recycle and supports a sustainable future.
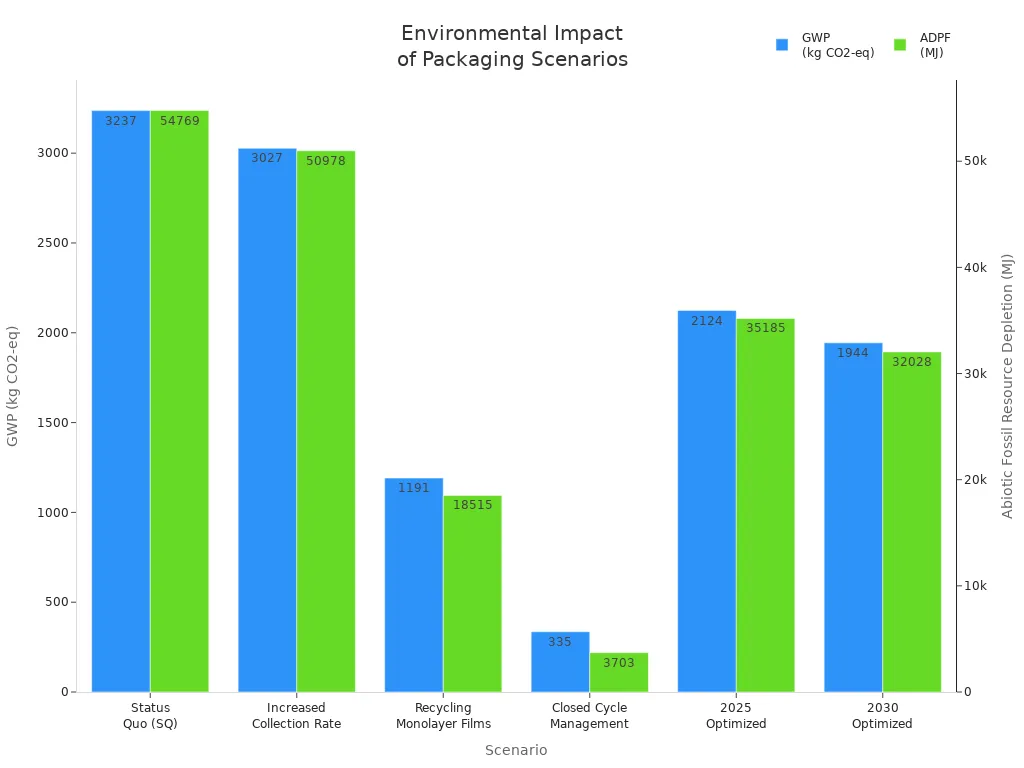
Scenario Description | Global Warming Potential (GWP) Reduction | Abiotic Fossil Resource Depletion (ADPF) Reduction |
|---|---|---|
Status Quo (SQ) | Baseline: 3237 kg CO2-eq | Baseline: 54,769 MJ |
Increased Collection Rate (Scenario 2) | 6% reduction to 3027 kg CO2-eq | 7% reduction to 50,978 MJ |
Recycling Monolayer Films (Scenario 3) | 63% reduction to 1191 kg CO2-eq | 66% reduction to 18,515 MJ |
Closed Cycle Management (Circular Economy) | 90% reduction to 335 kg CO2-eq | 93% reduction to 3,703 MJ |
2025 Optimized Scenario | 34% reduction to 2124 kg CO2-eq | 36% reduction to 35,185 MJ |
2030 Optimized Scenario | 40% reduction to 1944 kg CO2-eq | 42% reduction to 32,028 MJ |
Benefits & Challenges
Advantages
Mono-material packaging offers several important benefits for brands and the environment. Environmental organizations highlight its easy recyclability and design for recycling. Because these packages use only one type of material, recycling centers can process them without extra steps. This reduces recycling costs and supports a circular economy. Mono-material packaging often contains over 90% of a single polymer, which makes recycling more efficient and sustainable. Brands can recycle these packages multiple times, turning them into new products and reducing waste. Companies also find that using mono-material packaging helps lower their carbon footprint and meet global sustainability goals.
Mono-material packaging is recyclable by design, making circularity more practical and cost-effective.
Limitations
Despite its benefits, mono-material packaging faces some challenges:
Limited barrier properties, such as moisture and gas resistance, can affect product freshness.
Some products need multi-material combinations for proper protection or shelf life.
Higher costs may occur due to specialized materials or processing.
Heat resistance can be a technical challenge, especially for products needing high-temperature sterilization.
Design flexibility and appearance options are sometimes more limited.
Not all recycling facilities can process new mono-materials, which may slow adoption.
Brands must carefully consider these factors when choosing packaging for different products.
Solutions
Companies like BN PACK address these challenges through innovation and research. They develop recyclable mono-material structures, such as polypropylene films with mineral-based barriers, to improve barrier properties while keeping the package recyclable. BN PACK uses biodegradable components and advanced sealing technologies, like dual zippers and one-way degassing valves, to maintain product freshness and extend shelf life. The company also incorporates post-consumer recycled content to reduce reliance on new materials. Rapid prototyping and agile manufacturing help brands adapt quickly to market needs. BN PACK’s certifications and partnerships with global organizations show a strong commitment to sustainability and quality.
Applications

Common Materials
Many industries rely on specific materials for single-material packaging. The most common options include polyethylene (PE), polyethylene terephthalate (PET), polypropylene (PP), and polylactic acid (PLA). Each material offers unique benefits for recyclability, performance, and sustainability.
Material | Usage Volume (2024) | Common Applications | Recycling/Recyclability Notes |
|---|---|---|---|
Polyethylene (PE) | > 6.7 million metric tons | Food wraps, pouches, liquid packaging | Simplifies recycling; 33% of mono-material flexible packaging; reduced thickness by 28% |
Polyethylene Terephthalate (PET) | Over 12.4 billion units (containers) | Beverages, cosmetics, water bottles | High clarity and recyclability; mono-PET trays up 35% YoY; improved recycling quality |
Polypropylene (PP) | 3.2 million metric tons | Microwaveable containers, pharmaceutical blisters | High thermal resistance; recyclable in mono-material form |
Polylactic Acid (PLA) | Over 800,000 tons | Compostable foodservice items, organic cosmetics | Biodegradable; growing use in eco-conscious segments |
Countries like Canada and Japan have seen recycling rates rise by over 30% after standardizing on these materials, showing the impact of material choice on sustainability.
Coffee Bag by BN PACK
BN PACK’s coffee bag demonstrates the advantages of single-material packaging in real-world use. The bag uses mono-material polyethylene (PE), which allows for easy recycling through store-drop programs. The design includes FDA-approved, BPA-free plastics, ensuring food safety and compliance with international standards. Advanced barrier technology blocks oxygen, UV light, and moisture, keeping coffee fresh for up to 12 months. Resealable zippers and leak-proof seals help maintain product quality during shipping and storage. Precision engineering reduces material waste while keeping the bag strong and durable. Clear recycling symbols and instructions guide consumers, making recycling participation simple and effective.
BN PACK’s coffee bag combines high performance, food safety, and recyclability, setting a standard for sustainable packaging in the coffee industry.
Other Uses
Many sectors have adopted single-material packaging to improve recyclability and reduce environmental impact.
Industry / Product Sector | Application Share / Usage | Key Product Examples | Reported Results / Benefits |
|---|---|---|---|
Food & Beverage | 46% application share | High-barrier films for dairy, snacks; trays | Improved recyclability; extended shelf life; material savings up to 70% over rigid packaging |
Personal Care | 20% application share | Mono-PE and PP tubes, in-line printed tubes | Enhanced recyclability; chemical resistance; supports multi-color decoration |
Pharmaceuticals & Healthcare | Growing segment | Blister packs, medicine pouches | High barrier, tamper-evident, supports circular economy goals |
Pet Food | Not quantified | Mono-PP pouches, vacuum packs | Maintains freshness; structural stability during sterilization |
E-commerce | Not quantified | Flexible pouches for tamper-proof shipping | Durability during transport; shelf stability; aligns with sustainability requirements |
Household & Industrial Products | Not quantified | Flexible pouches and films | Cost and material savings; improved line efficiency; compliance with EPR mandates |
Emerging markets show rapid growth in single-material packaging for snack foods, personal care, and pharmaceuticals. Technological advances in BOPE films now allow for stronger, clearer, and more protective packaging, even for sensitive products like electronics. Companies worldwide report improved production efficiency, reduced waste, and better compliance with new regulations.
Future Outlook
Innovations
Packaging companies continue to introduce new solutions that improve recyclability and performance. Recent developments focus on creating high-barrier films and pouches using a single polymer. These innovations help brands replace complex multi-layer packaging with recyclable options. For example, Kodak and Jindal Films Europe highlight the shift toward polypropylene (PP) and polyethylene (PE) laminates. These materials make recycling easier and support sustainability goals. Companies also use water-based inks and barrier-coated papers to reduce plastic and aluminum use.
Company | Innovation/Product Name | Description | Date |
|---|---|---|---|
Zotefoams | ReZorce | Sustainable mono-material barrier packaging recyclable through standard Material Recovery Facilities; won 2024 Reuters Sustainability Award. | October 2024 |
Cheer Pack North America | CHEER Circle All-PE spouted pouch | Recyclable PE laminate replacing multi-laminate structure; used for Stonyfield Organic’s YoBaby yogurt. | February 2024 |
Mondi | BarrierPack Recyclable | High-barrier, recyclable mono-material film for food and non-food sectors. | August 2021 |
Uflex | FLEXMETPROTECTTM | Mono-material films with barrier properties for snacks, biscuits, and chocolates. | July 2021 |
BN PACK invests in advanced mono-material technologies to enhance barrier properties and expand applications. The company produces high-barrier PE pouches that meet global recycling standards. By 2025, BN PACK plans to offer coffee bags made entirely from recyclable materials. The company aims for zero waste in factory operations by 2030 and carbon neutrality by 2035. These steps show a strong commitment to sustainable packaging and the circular economy.
Brands that innovate in packaging help reduce waste and protect the environment for future generations.
Market Growth
Market research shows strong growth for sustainable packaging. The global market for mono-material solutions is expected to expand quickly over the next decade. Several factors drive this growth, including consumer demand for recyclable packaging, stricter regulations, and advances in recycling technology. Companies in food, beverage, personal care, and e-commerce sectors seek lightweight, flexible, and recyclable packaging.
Source | Forecast Period | CAGR (%) | Market Size Growth | Key Drivers |
|---|---|---|---|---|
Data Bridge Market Research | 2025 – 2032 | 6.8 | $4.3B to $7.2B | Sustainability trends and regulatory factors |
The Business Research Company | 2024 – 2025 | 7.7 | $3.94B to $4.24B | Consumer demand, government incentives, recycling, biodegradable packaging interest |
The Business Research Company | 2025 – 2029 | 7.3 | $4.24B to $5.63B | EPR, plastic waste collection, e-commerce growth, recycling tech |
Key drivers include rising consumer interest in recyclable packaging, new regulations on single-use plastics, and corporate sustainability commitments. Advances in coating and recycling methods also support market expansion. BN PACK continues to lead by investing in closed-loop recycling systems and developing new materials that meet both performance and environmental standards.
Mono-material solutions drive sustainability by reducing waste, energy use, and greenhouse gas emissions.
Companies like AeroFlexx cut virgin plastic use by up to 85%, saving millions of pounds of waste and energy.
Simple material structures enable easier recycling and lower supply chain costs.
BN PACK’s coffee bag uses plant-based films, PCR content, and compostable materials to preserve freshness and support closed-loop recycling. Features like resealable zippers and digital printing further reduce environmental impact. Brands can follow this model to meet both regulatory and consumer demands for eco-friendly packaging.
FAQ
What is mono-material packaging?
Mono-material packaging uses only one type of material, such as PE or PP, for the entire package. This design makes recycling easier and supports sustainability goals.
Why is mono-material packaging better for recycling?
Recycling centers can process mono-material packaging without separating layers. This process reduces contamination and increases the quality of recycled materials.
Can mono-material packaging protect products as well as multi-material packaging?
Yes. New barrier technologies help mono-material packaging keep products fresh and safe. BN PACK uses advanced films and sealing methods to maintain quality.
Is BN PACK’s coffee bag recyclable?
Yes. BN PACK’s coffee bag uses recyclable mono-material films. Consumers can recycle these bags through store-drop programs or local recycling systems.
Which industries use mono-material packaging the most?
Food, beverage, personal care, and e-commerce industries use mono-material packaging widely. These sectors benefit from improved recyclability and lower environmental impact.

